0755-81478611EN
0755-81478611EN 0755-81478611EN
0755-81478611EN
返回当前位置:首页 / 产品 / 在线beat365中国唯一官方网站
类别:在线beat365中国唯一官方网站
全国咨询服务热线:0755-81478611
|
系统标准配件 |
|
|
设备尺寸 |
160W * 500D * 400Hmm |
|
重量 |
20KG |
|
输入电源 |
220V,50/60Hz |
|
功率 |
800W可调 |
|
高压频率 |
10-40KHz |
|
保护防护 |
过载保护、短路保护、断路保护、温度保护 |
|
远程控制 |
本地控制与远程控制均可 |
|
喷枪 |
|
|
电机喷枪 |
50mm |
|
寿命 |
皮带带动传动,寿命比常规旋转喷头高5倍 |
|
抖动 |
整体平衡旋转,抖动极少,噪音低 |
|
放电效果 |
独特设计的放电结构,处理效果更好 |
|
防碳化电极 |
特殊处理的合金电极,放电效果出色,长时间工作不碳化。 |
|
非标配件 |
|
|
设备尺寸 |
1130W * 1500D * 1300Hmm |
|
重量 |
100KG |
|
输入电源 |
220V,50/60Hz |
|
皮带速度 |
0-60mm/s |
|
皮带宽度 |
800mm |
|
机械摆臂有效行程 |
0-800mm |
|
操作高度 |
850mm |
(1.1)等离子清洗的作用
等离子清洗的作用原理主要是:
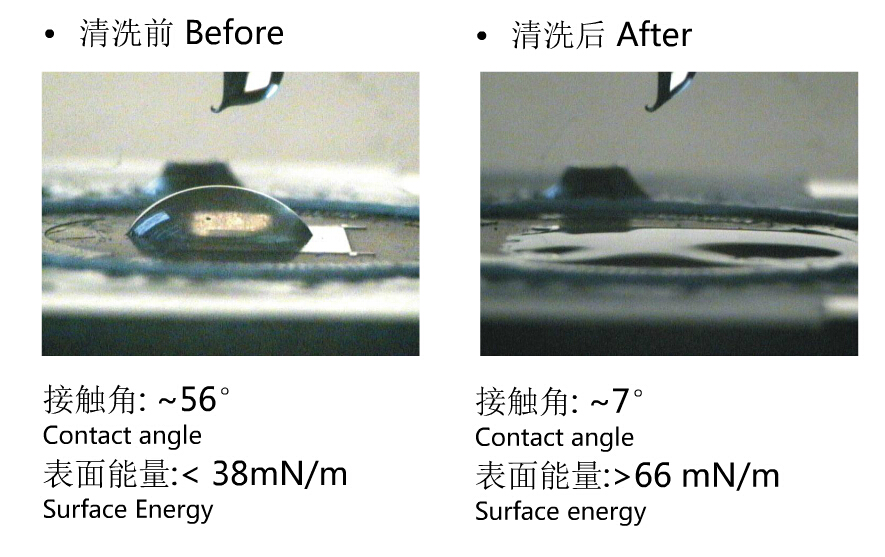
(A)对材料表面的刻蚀作用--物理作用
等离子体中的大量离子、激发态分子、自由基等多种活性粒子,作用到固体样品表面,不但清除了表面原有的污染物和杂质,而且会产生刻蚀作用,将样品表面变粗糙,形成许多微细坑洼,增大了样品的比表面。提高固体表面的润湿性能。
(B)激活键能,交联作用
等离子体中的粒子能量在0~20eV,而聚合物中大部分的键能在0~10eV,因此等离子体作用到固体表面后,可以将固体表面的原有的化学键产生断裂,等离子体中的自由基与这些键形成网状的交联结构,大大地激活了表面活性。
(C)形成新的官能团--化学作用
如果放电气体中引入反应性气体,那么在活化的材料表面会发生复杂的化学反应,引入新的官能团,如烃基、氨基、羧基等,这些官能团都是活性基团,能明显提高材料表面活性。
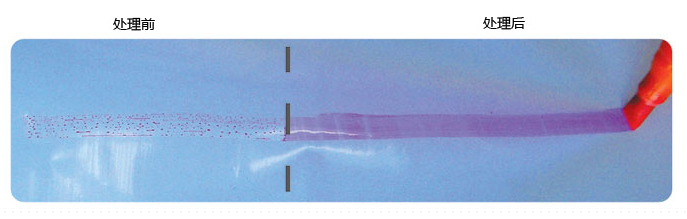
等离子清洗作为重要的材料表面改性方法,已经在众多领域广泛使用。
与传统的一些清洗方法,如超声波清洗、UV清洗等,具有以下优点:
(A)处理温度低
处理温度可以低至80℃、50℃以下,低的处理温度可以确保对样品表面不造成热影响。
(B)处理全程无污染
beat365中国唯一官方网站本身是很环保的设备,不产生任何污染,处理过程也不产生任何污染。
可以与原有生产流水线搭配,实现全自动在线生产,节约人力成本。
(C)处理效果稳定
等离子清洗的处理效果非常均匀稳定,常规样品处理后较长时间内保持效果良好。
(D)可以完美搭配自动化流水线,提高生产效率
根据用户现场需求,配置最优的流水线生产方案,大大提高生产效率。
影响粘接物理强度的物理因素
1.表面粗糙度:
当胶粘剂良好地浸润被粘材料表面时(接触角θ<90°),表面的粗糙化有利于提高胶粘剂液体对表面的浸润程度,增加胶粘剂与被粘材料的接触点密度,从而有利于提高粘接强度。反之,当胶粘剂对被粘材料浸润不良时(θ>90°),表面的粗糙化就不利于粘接强度的提高。
2.表面处理:
粘接前的表面处理是粘接成功的关键,其目的是能获得牢固耐久的接头。由于被粘材料存在氧化层(如锈蚀)、镀铬层、磷化层、脱模剂等形成的“弱边界层”,被粘物的表面处理将影响粘接强度。例如,聚乙烯表面可用热铬酸氧化处理而改善粘接强度,加热到70-80℃时处理1-5分钟,就会得到良好的可粘接表面,这种方法适用于聚乙烯板、厚壁管等。而聚乙烯薄膜用铬酸处理时,只能在常温下进行。如在上述温度下进行,则薄膜的表面处理,采用等离子或微火焰处理。
对天然橡胶、丁苯橡胶、丁腈橡胶和氯丁橡胶表面用浓硫酸处理时,希望橡胶表面轻度氧化,故在涂酸后较短的时间,就要将硫酸彻底洗掉。过度的氧化反而在橡胶表面留下更多的脆弱结构,不利于粘接。
对硫化橡胶表面局部粘接时,表面处理除去脱膜剂,不宜采用大量溶剂洗涤,以免不脱膜剂扩散到处理面上妨碍粘接。
铝及铝合金的表面处理,希望铝表面生成氧化铝结晶,而自然氧化的铝表面是十分不规则的、相当疏松的氧化铝层,不利于粘接。所以,需要除去自然氧化铝层。但过度的氧化会在粘接接头中留下薄弱层。
3.渗透:
已粘接的接头,受环境气氛的作用,常常被渗进一些其他低分子。例如,接头在潮湿环境或水下,水分子渗透入胶层;聚合物胶层在有机溶剂中,溶剂分子渗透入聚合物中。低分子的透入首先使胶层变形,然后进入胶层与被粘物界面。使胶层强度降低,从而导致粘接的破坏。
渗透不仅从胶层边沿开始,对于多孔性被粘物,低分子物还可以从被粘物的空隙、毛细管或裂缝中渗透到被粘物中,进而侵入到界面上,使接头出现缺陷乃至破坏。渗透不仅会导致接头的物理性能下降,而且由于低分子物的渗透使界面发生化学变化,生成不利于粘接的锈蚀区,使粘接完全失效。
4.迁移:
含有增塑剂被粘材料,由于这些小分子物与聚合物大分子的相容性较差,容易从聚合物表层或界面上迁移出来。迁移出的小分子若聚集在界面上就会妨碍胶粘剂与被粘材料的粘接,造成粘接失效。
5.压力:
在粘接时,向粘接面施以压力,使胶粘剂更容易充满被粘体表面上的坑洞,甚至流入深孔和毛细管中,减少粘接缺陷。对于粘度较小的胶粘剂,加压时会过度地流淌,造成缺胶。因此,应待粘度较大时再施加压力,也促使被粘体表面上的气体逸出,减少粘接区的气孔。
对于较稠的或固体的胶粘剂,在粘接时施加压力是必不可少的手段。在这种情况下,常常需要适当地升高温度,以降低胶粘剂的稠度或使胶粘剂液化。例如,绝缘层压板的制造、飞机旋翼的成型都是在加热加压下进行。
为了获得较高的粘接强度,对不同的胶粘剂应考虑施以不同的压力。一般对固体或高粘度的胶粘剂施高的压力,而对低粘度的胶粘剂施低的压力。
6.胶层厚度:
较厚的胶层易产生气泡、缺陷和早期断裂,因此应使胶层尽可能薄一些,以获得较高的粘接强度。另外,厚胶层在受热后的热膨胀在界面区所造成的热应力也较大,更容易引起接头破坏。
7.负荷应力:
在实际的接头上作用的应力是复杂的,包括剪切应力、剥离应力和交变应力。
(1) 切应力:由于偏心的张力作用,在粘接端头出现应力集中,除剪切力外,还存在着与界面方向一致的拉伸力和与界面方向垂直的撕裂力。此时,接头在剪切应力作用下,被粘物的厚度越大,接头的强度则越大。
(2) 剥离应力:被粘物为软质材料时,将发生剥离应力的作用。这时,在界面上有拉伸应力和剪切应力作用,力集中于胶粘剂与被粘物的粘接界面上,因此接头很容易破坏。由于剥离应力的破坏性很大,在设计时尽量避免采用会产生剥离应力的接头方式。
© 2018 beat·365(中国)-唯一官方网站 版权所有 粤ICP备12070502号
 粤公网安备 44030902001039号
粤公网安备 44030902001039号
技术支持:国人在线 免责申明 网站地图
地址:深圳龙华新区石观工业区鸿德工业C栋3楼308
联系人:谢经理 手机:136 0019 4271
电话:0755-81478611 传真:0755-28176322
邮箱:xiehaif@126.com
主营产品:
 扫一扫 关注我们
扫一扫 关注我们